The fundamental process components that drive recovery boiler operations are the combustion air system and the black liquor. Changes in the liquor cycle can dramatically impact how the recovery boiler performs, and poor performance may negatively impact emissions and overall operational efficiency.
Understanding your air system, the important role it plays in overall recovery boiler performance, and its relationships within the liquor cycle can be beneficial to boiler operators and others involved in chemical recovery.
This will be discussed in a one-hour webinar on Wednesday, August 4th, by Rodney Horcoff, a power and process engineer with over three decades of experiences in the pulp, power and biomaterials industries. Click HERE to register.
Rod will cover the topics of why to optimize, the liquor cycle, CFD modeling and recovery boiler air systems. By joining this webinar, attendees can expect to:
- Learn the dynamics of the recovery boiler within the liquor cycle
- Understand how the recovery boiler can be vulnerable to changes in liquor cycle chemistry
- Gain insights into air system modeling and the overall benefits to upgrades
- Identify common air system risks and important steps for mitigation
- Discover the latest in recovery boiler advancements and optimizers
Here's a sample of what you will learn by viewing the webinar. Let's look at the optimization process and air system evaluation. We'll start with computational fluid dynamics (CFD) modelling and then look at velocity dampers...
CFD modeling
Using CFD modeling, we are evaluating and comparing air flows and heat from a base case run at current operation and additional cases run with modern air systems at the customer capacity goals. We analyze the processes of air system penetration patterns, flue gas velocities and tendencies, lower furnace heat flux, carry over, char bed conditions and emissions.
The graphic below shows the difference in air jet penetrations (velocity 15 m/s) between an old system (left) and a modern system (right). The air jet penetrations into the chamber are shown in cyan and the air ports are the white dots on the sides of the chamber.
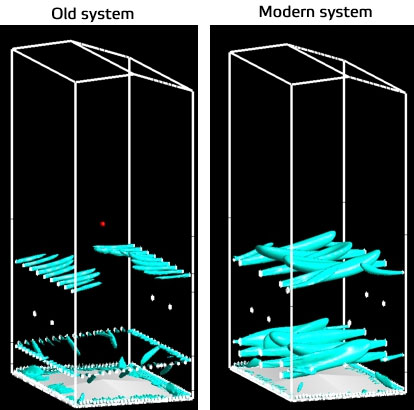 Air jet penetrations (old vs. modern recovery boiler)
Air jet penetrations (old vs. modern recovery boiler)
As you can see, with a modern system, there are fewer port openings and less equipment to maintain. Penetration is improved by increasing the momentum of the air mass. The optimized heat flux in the lower furnace results in improved reduction efficiencies, much lower emissions and efficient boiler operation at an increased liquor firing rate. Less fouling is observed in the SH sections due to the reduced carryover. There is less potential damage to floor tubes due to larger deposits spalling from SH and upper furnace corners.
Velocity dampers
The intent of the velocity dampers is that at low load operations (low air flows), throttle down the opening size with the velocity damper to increase the penetration. Many plants are over-using velocity dampers at high loads. Velocity dampers create a divergent air flow which degrades penetration
Processes must be analyzed. Air system penetration patterns are not improved when using velocity dampers at high loads - in fact, they are detrimental to the mixing. The high pressure drop increases power and can marginalize fan capacity with no improvements at high air flow rates. Many plants can be tuned by simply opening up the velocity dampers and reducing the static discharge pressure of the FD fans.
Air upgrades add much more value than just eliminating waterwashing. In many cases, increased pulp yield, lower power consumption and less chemical make up will pay long term dividends to the mill chemical balance.
For more information on improving your recovery boiler operations, watch the webinar and contact your Valmet representative.
Source: Valmet