Kraft pulping is characterized by an extensive degradation of the wood chemical components and pulp producers are always examining new cooking technologies or adding digester additives or implementing new digester control systems to minimize current high levels of wood losses.
A term that refers to how much pulp is produced by a particular pulping process is called pulp yield.
Kraft pulp yield is one of the driving forces for all pulp producers to keep their mills running in this very difficult and competitive pulp and paper business. Improvements of kraft pulping operations in terms of pulp yield have a large economic and ecological impact.
When measuring pulp yield you compare the amount of wood going into the digesters and the amount of pulp coming out of the digesters expressed as a percentage. Then, yield can be expressed as the percentage ratio of the weight of oven dry pulp to the weight of oven dry wood chips (See Equation 1).

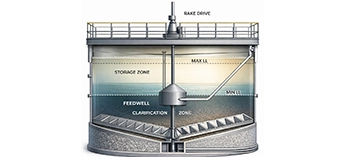
The main purpose of kraft pulping is to dissolve the portion of lignin in wood without too much degradation of the carbohydrate material (i.e., cellulose and hemicelluloses) in the fibers. The dissolved fibers (i.e., organic material) together with the cooking chemicals (i.e., inorganic material) constitute what is called the Black Liquor Solids (BLS). Common terms related to yield are the total yield and the screened yield. The total yield includes screened yield plus rejects (See Figure 1 and Equation 2).


Both organic and inorganic materials are removed during brown stock washing operations. Then, the washed pulp goes to the oxygen delignification stage or to the bleaching area and the dissolved inorganic and organic fractions (i.e., black liquor solids) are sent first to the evaporators (i.e., for water removal) and finally to the recovery boiler for chemical recovery and energy generation.
Even though the dissolution of carbohydrates is inevitable under the drastic alkaline pulping conditions, some preventive measures should be considered to increase the pulp yield.
Kraft pulp yield depends on many factors: Nature of the wood, the quality of the wood chips and the cooking process that include a few independent variables like alkali charge, sulphidity, temperature, and kappa target (MacLeod 2007).
A list of the main factors affecting kraft pulp yield is as follows: Wood species, wood chemical composition, wood chip moisture content, wood chip size distribution, sulfidity levels, alkali profile control (EAW% and residual effective alkali), digester control (i.e., chip level), Kappa number variability, digester additives, wood chip impregnation, etc. See Figure 2.

One of the key costs associated with kraft pulping is wood. Therefore, it is assumed that increasing pulp yield or conversely, reducing the amount of wood to make a particular mass of pulp is a cost-effective and lucrative attempt (Andrews and Hart 2013). Furthermore, when dealing with pulp yield increase, it is extremely important to focus on the pulp fiber properties (i.e., fiber dimensions, inter-fiber bonding potentials, fiber strength, etc.) (Li, 1999).
Most of the rejects generated during pulping are removed during the coarse screening (i.e., knotter rejects) or the fine screening (i.e., shives, etc).
This paper will review some basic definitions about pulp yield, list the main factors affecting kraft pulp yield and discuss the formation and types of rejected material during kraft pulping (i.e., knotter rejects, shives, etc).
Coarse Screening and Knotter Rejects: Biological knots, Oversized chips, Overthick chips
It is very common to hear the term ‘knotter rejects’ as a single group of refused material; however, this group includes not only the “true knots” or “biological knots” but also the “pseudo knots” that includes the oversized- and overthick chips. A clear picture presenting the rejected material during kraft pulping is presented in Figure 3.

Coarse Screening - Knotter Rejects: An ideal level is around 0.5%
Knotter rejects are removed from pulp by using coarse screens (i.e., knotter screens) that are installed in pulp mills to remove knots, pseudo knots, stones and other contaminants.
When dealing with knotter rejects this fraction refers to large size wood chips that are not fully cooked and they have to be screened out of the pulp because they can damage washing equipment and use a lot of bleaching chemicals. These knotter rejects include the “true knots” or “Biological knots” as well as the “pseudo knots”. See equations 3 and 4.


The amount of knotter rejects indicates the proportion of the biological knots and the overthick and oversized chips in the digester feed (Quinde 2020). An ideal knotter reject level is around 0.5%.
Biological knots or True knots
A knot, by definition, is a branch base that is embedded in the tree stem or larger limb or branch (Panshin and De Zeeuw 1980). Knots are characterized by having high lignin content, high density, darker color, etc, that generate lower pulp quality.
As per MacLeod and Dort (2006), when re-pulping biological knots (i.e., true knots), they continue to generate significant amount of knotter reject (17.5% on average, per generation). They stated that “biological knots should be purged as efficiently as possible from the chip furnishes going to kraft digesters, and knotter rejects containing cooked biological knots should be kept away from digesters”.
Pseudo knots: Overthick chips + Oversize chips: Ideal content < 2%
The ideal thickness of a wood chip is in the range of 2-6 mm thick. If wood chips are thicker than 8 mm, cooking liquor cannot penetrate their core, leading to poor impregnation and the formation of pseudo knots.
When using a high proportion of over-sized chips (i.e., > 45 mm) and/or over-thick (i.e., > 8 mm) wood chips and/or biological knots must generate a large proportion of knotter rejects, and in the recooking of these fractions, they will continue to generate (again and again) significant amounts of knotter rejects (Quinde 2020).
According to Grzeskowiak et al. (2011), chip thickness influences the penetration and diffusion of the cooking chemicals into the wood structure during kraft pulping.
When using wood chips with a thickness of 4 mm or less and a proper impregnation with cooking liquors, then there is the possibility of getting an increase of the pulp yield of 2 to 3% (Courchene 1998).
What is a pulp yield increase of 1.0 %
An increase of pulp yield of 1.0% for 1000 TPD mill will allow using almost 17,000 tons less o.d. wood. These savings can equate around a million dollars or more a year, depending on the wood chip costs. Some pulp mills have a normal range of knotter reject levels between 4.0% to 8.0%, and the savings in wood are noticeable under these conditions.
Knotter rejects removal and re-circulation
The knotter rejects are usually recycled back to the digester or refine them or sent them to a landfill or a power boiler. Pulp mills that recirculate their knotter rejects can lead to a more heterogeneous pulping that can reduce pulp quality and yield, increase processing costs, and reduce pulp capacity. The refining alternative is an optimal option in case the pulp mill has sister pulping lines like linerboard or unbleached kraft paper.
Knots (i.e., knotter rejects) are sent back to the digesters (i.e., re-cooking) and shives are partially returned to oxygen delignification (Pikka et al. 2019).
The best strategy for an efficient kraft pulping operation is to minimize the usage of oversize/over-thick chips to allow more proportions of accepts chips to fill the volume occupied by recirculated knotters. As per Poschner et al. (2024), when having oversized and/or undersized chips it is better to cook these fractions in separate production lines.
How to reduce the generation of knotter rejects
A list of recommendations to reduce the generation of knotter rejects is given below:
- Optimize/minimize the proportions of over-thick and over-size wood chips (i.e., “Big chips” or “macro chips”) and biological knots going to the digester. Controlling the proportion of biological knots is a very difficult operation.
- Make sure that the wood chips screening system is working properly,
- Ensure that the wood chips must be fully impregnated with cooking chemicals when the delignification reactions start at high temperatures to avoid inhomogeneous delignification of wood chips.
- Minimize or eliminate the recirculation of knotter rejects back to the digester.
See Figure 4.

How to increase pulp yield
- By making physical changes to the digesters,
- By optimizing the pulping parameters (i.e., alkali profile, H-Factor, etc),
- By using digester additives (i.e., polysulfides, ~ 2% yield increase),
- By using an excellent or acceptable wood chip size distribution with special attention to the chip thickness and reducing the usage of oversized/overthick wood chips (i.e., ideal proportions ~2%),
- By reducing the generation of knotter rejects and by minimizing or eliminating the re-circulation of knotter rejects, etc
- By minimizing the shives content.
Fine Screening - Shives, Slivers and Bark. Typical shives content is 0.1% to 1.0%
Shives are common contaminants of produced pulps and they are separated from the pulp in the fine screening section (i.e., shives cleaners). Bark is another woody contaminant that can affect pulp quality.
Shives are fiber bundles that were not separated during pulping and they can have a length of 1 mm to 3 mm, a width of 0.10 mm to 0.15 mm and are stiffer than fibers (Compiler et al. 1993). Shives can give quality or productivity problems during papermaking operations.
Shives can be observed in bleached pulps as dirt in paper, in unbleached pulps in reducing print quality and runnability, and in mechanical pulps causing paper machine breaks, linting and reducing print quality.
Shives are difficult to separate from the pulp. A Typical content of shives in kraft pulps is between 0.1% to 1.0%.
Wood chips must be significantly impregnated with cooking chemicals when the delignification reactions start at high temperatures to avoid inhomogeneous delignification of wood chip cores. Inadequate delignified chip cores are called shives or rejects (Brännvall 2017). As per Brännvall and Kulander (2019), impregnating wood chips with high effective alkali (EA) concentration decreases the risk of depleting the alkali during the impregnation stage.
An accepted perception is that a Kappa number provides feedback that reflects optimum pulping conditions; however, kappa number provides only partial evidence on the papermaking quality of the pulp. It seems that the more non-uniform wood chip size goes to a digester, the higher the shive content will be (i.e., at the same Kappa number target).
During kraft pulping, the shive content increases when increasing the Kappa number and increasing the pulping rate. A good pulping strategy would be to maintain both the Kappa numbers and the shives content (i.e., 2 targets) at a reasonable constant level instead of relying only on Kappa numbers.
There is a strong relationship between Kappa numbers and shives where low Kappa numbers generate low shives and high Kappa numbers generate high shives (See Figure 5); however, the shives generation can change dramatically (i.e., increasing) at constant Kappa numbers especially due to non-uniform cooking operations (i.e., bad wood chip size distribution, unsuitable alkali profile, etc).

As per Kälkäjä et al. (2008), fiber properties and shive content measurements should be carried out in the early stages of the fiberline (as opposed to at the end of the fiberline) so that appropriate corrective actions can be taken at the right time.
How to reduce the shives content during pulping
The main source for the generation of shives seems to be related to how the whole pulping process performs. A list of recommendations to minimize the generation of shives is given below.
1. Minimize the usage of over-thick wood chips fractions,
2. Optimizing the impregnation of wood chips (i.e., penetration and diffusion),
3. Adding the proper amount of cooking chemicals to the digester,
4. Reduce the high variability of the Kappa numbers,
5. Improve the control and monitoring of the digester (i.e., alkali profile control), etc.
A good digester control system should consider the above recommendations. As per Chircoski (2013), variations in wood chip moisture and dry bulk density can be minimized by using a chip management system (CMS) that includes a chip moisture analyzer (CMA), chip weighing system (CWS), chip volumetric measurement (CVM) and chip sizing system (CSS).
The ideal control and monitoring of a continuous digester would include the above chip management system (CMS); online monitoring of the quality and concentration of the white liquor; and online monitoring of the residual effective alkali at different locations in the digester.
Final remarks
Pulp yield can be increased in different ways: by improving cooking equipment (i.e., modified cooking), by adding digester additives (i.e., polysulfides), by improving the chip size distribution, by monitoring the chip moisture content, by improving the wood chip impregnation, by properly monitoring the Kappa number target, by using appropriate sulfidity levels, by using the proper alkali charges, by using the correct and latest digester cooking control technology, etc.
References
- Andrews, J.D. and Hart, P.W. (2013) “Improving pulp yield for integrated southern hardwood kraft mills – significance and impact on chemical recovery, steam and power generation, and bleaching”, TAPPI Journal 12(2):41-53.
- Brännvall, E., (2017) “The limits of delignification in kraft pulping”. BioResources 12(1): 2081-2107.
- Brännvall, E. and Kulander, I. (2019) "Consequences in a softwood kraft pulp mill of initial high alkali concentration in the impregnation stage"Nordic Pulp & Paper Research Journal, vol. 34, no. 1, 2019, pp. 28-35. Available at:https://doi.org/10.1515/npprj-2018-0026
- Chircoski, J., Leclerc, M, and Morissette, L. (2013) “Improved Continuous Digester Controls using Wood Chip Analyzer at Zellstoff-Celgar”. In Proceedings of the PacWest Conference Organized by Pactac, Sun Peaks, BC, Canada, June 2013 (pp. 12-15).
- Compiler, A.M., Kokurek, M.J., Pyatte, J.A. and Wright, E.E. (1993) “Kraft Pulping: A Compilation of Notes”. TAPPI PRESS, Atlanta, Georgia, USA. 183 pp.
- Courchene, C.E. (1998) “The Tried, the True, and the New – Getting More Pulp from Chips Modifications to the Kraft Process for Increased Yield”. IPST Technical Paper Series Number 698. Institute of Paper Science and Technology, Atlanta, Georgia, USA.
- Grzeskowiak, V., Hanuman, A. and Andrew, J. (2011) “Investigation of ESEM/EDX to measure liquor penetration and diffusion in Eucalyptus grandis wood chips during kraft pulping”. TAPPSA Vol. 5(2011) pp 20-28.
- Li, J. (1999) “How Much Should the Yield of Softwood Chemical Pulp (Kraft Pulp) Be Improved – Limitations from Physical Strength”. Institute of Paper Science and Technology. Project F030 Report 1. Atlanta, Georgia. USA. Available at: https://repository.gatech.edu/server/api/core/bitstreams/ff29f774-d7c9-4103-8004-b1b74ddac0d5/content
- Kälkäjä, T., Jarmo Koskinen, J. and Furley, M. (2008) “Online fiber and shive measurement enhances quality in chemical HW pulping”. Available at: https://www.eucalyptus.com.br/artigos/2008-Online+Fiber+Analyser.pdf
- Pikka, O., Siik, S., Andrade, M., Geiger, R., Vianna, V., Pimenta, L., Segura, T., Mattiazzo, F. and Apparecido, D. (2019) “Shives and Sand Profile Investigation in a Fiberline Screenroom”. O PAPEL vol. 80(6):83 – 89.
- MacLeod, M. and Dort, A. (2006) “The Half-Life of Biological Knots in Kraft Pulping”. Part of a Kraft Pulping Course. Available at: https://www.kraftpulpingcourse.knowledgefirstwebsites.com/f/bioknots.pdf
- MacLeod, M. (2007) “The top ten factors in kraft pulp yield”. Paperi ja Puu – Paper and Timber 89(4):1-7.
- Panshin, A.J. and De Zeeuw, C. (1980) “Textbook of Wood Technology”. 4th Edition. McGraw-Hill Series in Forest Resources. pp 289-293.<
- Poschner, R., Czibula, C., Bakhshi, A., Harter, T., Eckhart, R., Hirn, U. (2024) “Fractionation of wood due to industrial chipping: effects and potential for Kraft pulping of European spruce”. Cellulose 31:3129–3142. Available at: https://doi.org/10.1007/s10570-024-05804-0
- Quinde, A. (2020) “Chip considerations: How critical is wood chip size distribution during kraft pulping operations?”. Pulp and Paper Canada 121(1):20-23.
About the Author
 Augusto Quinde
Augusto Quinde
Experienced Kraft pulping consultant with almost 30 years of experience in Kraft pulping operations in Kraft mills in North America, South America and Europe. Skilled in Kraft Chemical Pulping, Digester Additives, Team Building, Manufacturing, and Management. Strong business development professional with a Doctor of Philosophy (PhD) degree focused in Wood Chemistry.