What is Autonomous Maintenance?
The term Autonomous Maintenance is most known as one of the eight pillars in TPM – Total Productive Maintenance. The main idea in Autonomous Maintenance is that operators are responsible for performing minor maintenance tasks. You may also have heard of terms such as Operator Essential Care, Operator Based Maintenance, Operator Based Reliability, etc. in short, all these terms ultimately try to describe the same idea.
How to Implement Autonomous Maintenance
Autonomous maintenance can be implemented in many ways. The hope is that this practical article will describe key concepts and challenges you may encounter when implementing an autonomous maintenance program. But keep in mind to modify the approach so that it fits your plant. We will be using both the terms autonomous maintenance (AM) and operator-based reliability (OBR) interchangeably.
Want to read this offline? Download the guide
Describing tasks for operators to do is technically very simple, it is much more challenging from a people’s perspective. Meaning that it is easy to figure out what to do and how to do it, while it often is almost impossible to get people to execute the tasks. It is therefore worthwhile to spend considerable thinking time on the problem, “How can we, as a company, get people to do, what we want them to do, in regard to maintaining equipment?” The answer to that question will differ between countries, industry, and local culture, but we (IDCON) will share some of our experiences.
“People don’t mind change, but they do mind being changed by others.”
One of the basic concepts in implementing Autonomous Maintenance is “ownership”. The more people are involved the longer it takes to decide what and how to do something. At the same time, more involvement creates more ownership and acceptance.
Ownership is key for an autonomous maintenance program to succeed. However, ownership can only be attained by investment in time, effort, and involvement.
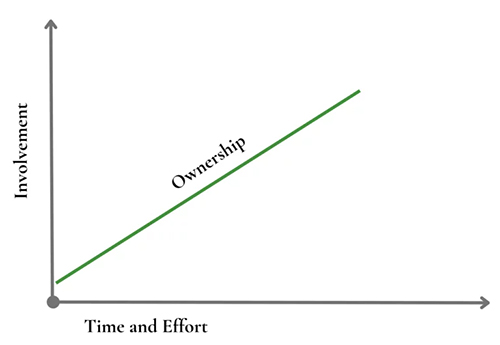
It takes time, effort and involvement to create ownership
Leadership’s Role in Implementing the Program
Leadership should decide how much operators should be involved in the implementation of the program. It sounds great if everyone is involved in all steps of the process, but it is a huge cost and will also slow the implementation. As a guideline leadership should decide the scope and results wanted from the program. Leadership decided WHAT to do. Implementation groups can then be assigned to work out exactly HOW certain tasks are done. All operators need to be trained and involved at some point of the program, but perhaps not in the design and development phase.
What Will the Autonomous Maintenance Work System Look Like When it’s Complete?
Painting a picture of how the Autonomous Maintenance program will function when it is complete is key to get acceptance for the program. The organization will never adapt a program correctly if it’s not clear on how it is supposed to work. The sad truth is that most leaders develop the autonomous maintenance program, don’t train supervisors and/or operators in the program and expect results.
Below are things to consider and discuss with the team as you start developing your Autonomous Maintenance program.
#1: Determine the exact tasks that you want operations to do that they are not doing today.
- Should operators do detailed equipment inspections?
- Clean equipment (how detailed)?
- Operate equipment for optimum reliability or for daily production volume?
- Do minor maintenance tasks? If so, exactly what (be careful what you ask for)
- Lead or be involved in problem solving and root cause analysis?
- Should it include operating procedures of equipment with consideration to reliability of equipment?
The management side is often forgotten in programs. Should your autonomous maintenance program involve better management practices by operations to achieve reliability of equipment? For example, should the program include improving joint prioritization of maintenance work orders? Should it include weekly maintenance scheduling meetings?
#2 Determine if you should have documented inspection routes for operators and how the inspections will be performed.
- How detailed should the inspection instructions be?
- Should they have hand-held devices (tablets, smart phones, etc.) to track problems and measuring?
- What inspection tools are accepted and needed (Flashlights, mirrors, stroboscope, vibration pen, temperature gun, etc.)?
- Who’s responsible for managing the inspection routes and cleaning to ensure it gets done?
- Who will do the inspections and for how long? Does it differ per shift, area, and role (should third shift do inspections outside, in the dark, for example)?
#3 What training is needed and who needs to be trained?
A very common mistake when implementing an autonomous maintenance program is to forget about training. It is often assumed operators now how to inspect equipment, but how can they. Some operators are not clear on where bearings are located, what cavitating pumps are, what AC motor windings are, etc.
It’s imperative for operators to be trained in basic equipment knowledge. Logistically this can be a major challenge since few people in plants can and/or are willing to train other people, outside resources can be expensive. IDCON provides Essential Care and Basic Inspections training both onsite and at our location.
With increased automation, there are fewer operators per area and it’s often hard to pull them away from the operational controls.
There are typically more operators than maintenance resources in a plant. Remember that all involved operators need to be trained and if you have high turnover, it can be quite a task.
A combination of live training, reference guides and online training as a base is a good start. IDCON has all of these training resources. Take a look at our Condition Monitoring Standards (CMS), these are one-point lessons in video, PDF, and paper format. You can download two of our CMS for FREE or if you download this guide you’ll get one included.
To make the training more autonomous I recommend that operators walk inspection route together with mechanical maintenance staff at least once a month.
#4 What happens when equipment is installed or removed?
You need to decide who is going to be responsible for updating the operator and inspection routes.
Of course, there are many more questions to consider, but by answering questions like the ones above you’ll begin to paint a picture for the organization of how the system will look.
Once the picture is painted, don’t forget to communicate this future state to the organization. Many organizations don’t have effective communication channels. The typical communication is that top management communicates to middle management and it is then assumed that middle management will spread it to lower management and so on. Both the content and the extent of the message are almost always poorly communicated. Try to make sure the future vision is clearly and professionally communicated.
Documenting Autonomous Maintenance Tasks – the Plan
The implementation plan describes the tasks, timeline, and responsible parties to achieve the future state. Most implementation plans usually contain many small tasks; I have provided some important example tasks to consider in this guide.
 Key task 1. Develop a simple, yet structured documentation process for Autonomous Maintenance tasks.
Key task 1. Develop a simple, yet structured documentation process for Autonomous Maintenance tasks.
The process should consider:
- Clear description of what to do (training should cover how to do it, don’t describe this in the task)
- Exactly where to do the task
- How often to do the task
- Tools needed to do the task
- Measuring points (if applicable)
- Who should do the task
- Tasks need to be coordinated with other departments to avoid overlap and missed equipment
Key Task 2: Have a logical approach to document cost-effective tasks.
Sometimes it is most cost effective to operate equipment to breakdown (OTB), sometimes do fixed time maintenance (FTM) and in many cases to do Condition Based Maintenance (CBM). If an autonomous maintenance program is designed by adding as many tasks as possible, it will become expensive, hard to manage, and almost impossible to execute. It is key to coordinate between departments to avoid overlap and do tasks that add value.
Key Task 3. Develop and use standard cleaning and inspections for components.
Developing an autonomous maintenance system is a lot of work. We recommend to use standard tasks for common equipment. For example, a typical air cylinder will be inspected in the same way 99% of the time regardless of location or application. The same goes for most components such as pumps, motors, filters, couplings, and more. Set points such as temperatures and pressures may differ, but the same point will be measured and inspected. Therefore, it is key to develop a database of standard tasks and align it with the training material.
Key task 4: Explain the “how” and “why” the standard inspection tasks are done for operators.
Our Condition Monitoring Standards are designed to do this for you! You can download two examples from our website: AC MOTOR and COUPLING GEAR
Key Task 5: Design Inspection routes in logical walking order.
Do not make a route of only pumps for example. If you do, the operator will have to walk the same area many times. Once for pumps, once for valves, once for hydraulics, once for piping, once for tanks, once for regulators, once for vacuum pumps, etc. The operator will never agree to walk the area several times. Instead make the walking route as it is easiest to walk. This means there will be many types of components in one route. This approach requires a software that can handle the standard inspection in a walking order.
Inspection Example
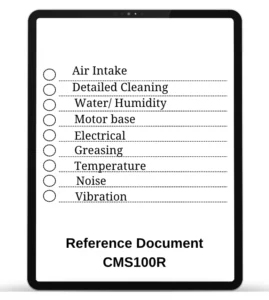
IDCON has found it useful to base operator inspections on standard instructions for standard components. Each instruction consists of several keywords. The standard instruction is what the inspector carries in the field on a piece of paper or handheld computer. An electrical motor standard inspection may be:
Why Use Keywords for Inspections?
The KEYWORDS are meant to be a memory jogger only, not an instruction. If the inspector doesn’t know how or why to do the inspection, he/she will refer to the CMS. The CMS will explain exactly HOW and WHY each inspection (KEYWORD) is done. The CMS can be available in a notebook in the control room or other general area, or they can be stored on a common server as PDFs. Contact us to learn more about licensing these documents.
What About Measuring Points?
In our opinion the general rule is to only collect measuring points that will be used. It is common to see plants collect as many measuring points as they possibly can for each component. When the AM system is launched, no one ever looks at the data. Do not collect more measuring points than the plant can handle and have time to analyze. Why not start with 25 measuring points in each area and see if people use the data. If they do, add more measuring points. A good way to kill an AM/OBR process is to ignore failure reports and collected data.
For the motor example, the data collected by an operator could be: Temp (inboard & center) / Vibration Pen (inboard, outboard in horizontal plane) / Current.
What About Resources for the Autonomous Maintenance Program?
Deal with the resource issues BEFORE Implementing the OBR program
Before you launch any AM process, you must be aware of what is going to happen to resources and cost. The process will save money, increase production output (through reliable equipment), and reduce the workload long term, but in the short term; it may do the opposite. Why?
If X number of operators are sent out to do detailed inspections, they will find problems. Perhaps a lot of equipment problems. These problems need to be fixed. Let’s review the whole idea of an autonomous maintenance program, it is to:
The backlog of maintenance work will increase once the Autonomous Maintenance system is launched. If it works well more problems will be found and the backlog of maintenance work will increase. It will cost both money and resources to repair all problems found. Once the backlog is fixed, reliability starts to improve (assuming you prioritized correctly). Once the reliability starts to improve, costs will go down since the plant will have fewer repairs, use less parts, and have reduced interruptions in the production schedule.
Getting management to understand and commit to the program
Management must understand the basics of any Autonomous Maintenance Program.
This is also true for any inspection program: Preventive Maintenance, Operator Based Reliability, Vibration Analysis, Infrared Inspections, Ultrasonic, Electrical inspections, Instrumentation loop checks, etc. Here are some key concepts that your plant and corporate management should support:
- The backlog of repair work will initially increase if an Autonomous Maintenance program is implemented correctly
- The workload on maintenance will temporarily increase. Thoughts: How will the plant deal with this situation? There are 5 options: improve efficiency through better planning and scheduling, Overtime, use contractors, move people temporarily into the area, or don’t do it and keep it in the backlog.
- Repairing equipment cost money, so there will be an investment up front to achieve improved reliability.
- To cost effectively manage a backlog, the plant needs good work management (planning and scheduling) processes. If the planning and scheduling process is not effective, work requests will pile up in the backlog and equipment reliability will not improve. Operators will stop doing the inspections since their finds aren’t taken care of. If your plant needs to improve Planning and Scheduling, we have options to help in training your team, including self-guided training.
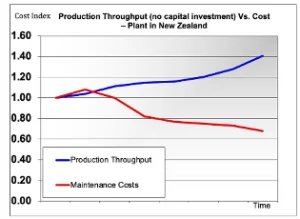 To the left is a graph of the cost and production throughput for a plant in New Zealand.
To the left is a graph of the cost and production throughput for a plant in New Zealand.
The cost increased early in the project. Also note the 35% reduction in maintenance cost and the 40% increase in production after implementing OBR program, planning, and scheduling, and root cause analysis.
No major capital investment was used to achieve these results.
Improving Equipment Inspection Knowledge
Detailed inspections require the right type of person, with the right mindset, attitude, and training. Most industrial organizations have some type of inspection program, but unfortunately the inspections are often ineffective.
There may be many reasons why inspections often aren’t effective. But one reason is that inspections are detailed enough to find problems. Many inspectors simply walk by equipment, making sure it wasn’t stolen last night, and if they are in a good mood, they may make sure it hums.
To achieve an effective Autonomous Maintenance Program, operators must be trained. The heart of a good process is that operators understand basic equipment functionality.
Let’s look at a few examples where deficiencies in inspection and component knowledge can show up:
 Example 1: Pump, motor, coupling
Example 1: Pump, motor, coupling
This paper mill had an operator inspection system in place, which means the operator should have checked it. I watched this piece of equipment intermittently for a whole week and it looked pretty much the same. Some questions should have immediately come up when an experienced inspector look at this equipment.
An experienced inspector would observe:
- I can’t see cables well, so the condition can’t be checked
- I can’t take a stroboscope to the coupling because the inspection ports are covered
- The motor is running hotter than necessary because it is covered with dirt
- I can’t see the oil level on the pump
- The breather on the pump is most likely clogged
- The breather is just a “goose neck” breather allowing dirty air into the oil
- I wonder if the motor has jack bolts to allow precision alignment.
- There are no flow meter or inlet or outlet pressure gauges on the pump, how would I know if it operates on the right B.E.P?
- There are no spots or hook-ups for taking vibration and temperature readings, I wonder where the last guy took the readings so I can compare readings.
 Example 2: A jacking bolt (push bolt) on a motor in a refinery
Example 2: A jacking bolt (push bolt) on a motor in a refinery
This is a close-up of a jacking bolt on a motor base. What would an experienced inspector see? This photo was taken in the Southern USA in March.
An experienced inspector would notice:
- The bolt is touching the base. As it gets warmer, the bolt will lengthen due to thermal expansion and push the motor out of alignment. I need to back the bolt off.
- Great, there is a jacking bolt there so we can align it well, but I wonder why they don’t buy them with jacking bolts in the first place, since it would be a lot cheaper than putting them after installation?
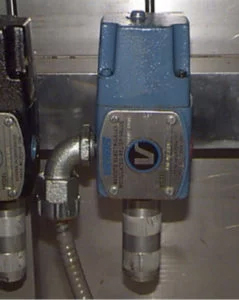 Example 3: A solenoid valve in a food plant
Example 3: A solenoid valve in a food plant
In the picture you see a typical solenoid valve on a hydraulic system. An inexperienced inspector may just look at it and confirm the valve is mounted and that the electrical cable is undamaged.
An experienced operator inspector would:
- Take the temperature on the coil, knowing that if the valve sticks internally, the coil often gets hot because it is trying to move the sticking valve
- Would listen to the solenoid for a buzzing sound. The buzzing sounds is created when the solenoid is trying to move the valve multiple times
- Make sure there are no leaks, realizing leaks can cause performance problems and create additional heat
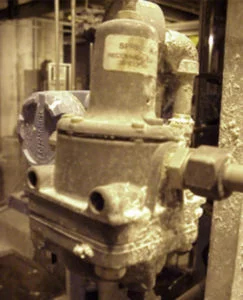 Example 4: Pneumatic Regulator in a surface mine (plant side)
Example 4: Pneumatic Regulator in a surface mine (plant side)
The picture illustrates a pneumatic regulator that has been in the game for a while. Most inspectors would not look at the instrument at all since mechanics feels it belongs to instrumentation while instrumentation techs seldom do physical checks of devices.
An experienced mechanic would:
Put his/ her hand in front of the weep hole and check if air is leaking out of the weep hole. If he/ she would feel air, he/ she would know the membrane inside the unit is broken
Leadership and Inspections
These four simple examples are just to illustrate that there is a difference between just walking by equipment and understanding how to inspect it. As leaders in operations and maintenance we shouldn’t just give people a list of 40 equipment numbers and assume they know and are willing to inspect equipment right. An autonomous maintenance program should include comprehensive and practical training.
If you are considering adding an Autonomous Maintenance program at your site and need help, IDCON can get your program off to a great start with our coaching support, training, reference materials.
 About the Author
About the Author
Torbjörn Idhammar is President & CEO, IDCON Inc. Reliability and Maintenance Consultant
At IDCON, we understand the pressure you face trying to build a reliable plant.
We provide side-by-side reliability and maintenance consulting and training designed to keep your equipment running.
For over 45 years, we’ve partnered with 100s of manufacturing plants around the world to eliminate the costs and the pressure caused by unreliable equipment. And we’d love to do the same for you.
Contact us today to see how we can help you keep your plant running.
![]()