A few decades ago, pulp quality in a paper mill could only be judged in a laboratory, using a number of standard testing methods such as drainability (freeness), percent of unseparated fibers (Sommerville shive) and size classification by a series of screens (Bauer-McNett).
To evaluate pulp strength, you need to follow a laborious process of making pulp handsheets and performing destructive tests on them. By the time all these tests were complete, the pulp was often already made into paper ready to be shipped. If downward trends in pulp quality were not detected in time, multiple rolls of paper had to be rejected or downgraded because quality trends were not available in time for a correction to be made.
Today, the story is much different. The evolution of online testing, automated sampling equipment and robotic testers for offline testing of both pulp and paper, combined with data historians, sophisticated control systems and emerging artificial intelligence techniques, have given the industry powerful tools to gain a much tighter control of quality while also enabling faster grade changes.
As a major supplier of laboratory and online measurement equipment - including the L&W Freeness and Fiber online system for fiber morphology measurement in the wet end - ABB has decades of experience supporting the evolving needs of the industry by pioneering many measurement techniques that have helped drive quality management forward.
Such expertise is evident in the “Fiber Guide” book, which discusses the impacts of different fiber types and ways of processing as well as applications of fiber analysis within the industry. First developed by Lorentzen & Wettre (acquired by ABB in 2011), a second edition of the book will be published later in 2021. The new edition updates developments in this field over the last 15 years, including the use of high-resolution cameras and image analysis software that measure fiber properties much more comprehensively than the original lab tests, in a fraction of the time.
Here’s a preview of some of the developments that the “Fiber Guide” explores.
Freeness measurement
The original pulp freeness measurement, as measured by either the Canadian Standard Freeness test (CSF) or the Schopper-Riegler test (SR), is to a great extent a measure of the fibrillation and fines content of pulp, and simulates the drainage rate on the wet end of a paper machine. The CSF test starts with one liter of pulp suspension at a consistency of 0.3% being poured into a drainage chamber. The bottom lid and the air valve on the drainage chamber are opened to start the drainage process. The flow of water through the screen at the bottom decreases as a fiber pad builds up in the bottom of the chamber. The total volume in milliliters of water that drains from the chamber is the freeness value of the sample.
In a manually operated freeness test, variation in how the sample is handled each time a test is made means the precision and reproducibility are not as high as in automatic tests. Another drawback of manual freeness tests is the time needed to collect samples and determine pulp consistency. It is quite common that only a few measurements per sample point can be carried out in a day, and this low frequency of freeness measurements is not suitable for controlling the process with any precision. These drawbacks are easily overcome using an online automatic freeness testing system, where the samples are handled the same way every time, both in the preparation stage and in all the tests, resulting in better accuracy and precision. Plus, automatic freeness and fiber analyzers can collect samples from multiple locations and process hundreds of measurements per day—giving much more data that can be used for tighter process control.
Freeness measurements are also used to determine whether pulp has been sufficiently developed by refining. The principal objectives of pulp refining are to:
- Increase the flexibility of the cell wall to promote increased contact area
- Fibrillate the external surface of the fiber and generate fines
This further promotes the formation of hydrogen bonds and increases the total surface area available for bonding. When more strength is desired for a certain paper grade, the specific energy of the refining process can be increased by narrowing the gap through which the fibers are forced in the refiner. Because this results in a lower freeness, the freeness measurement is often used as an indicator of the degree of refining.
Online sensors
The initial sensors for online purposes using modern electro-optical and digital processor components (photodiodes and a microprocessor) were developed around 1975. One of the first was an electro-optical shive analyzer, suitable for the optimization of screen rooms. A few years later, systems for monitoring refining in mechanical pulping that combined measurements of optical fiber length, an optical shive analyzer and a freeness measurement were developed. Ways of measuring average fiber length and radius for online purposes were invented in the 1980s.
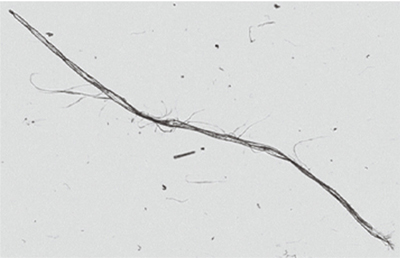 A fibrillated softwood fiber
A fibrillated softwood fiber
In the last 10 years, two major improvements have taken place. First, high-resolution cameras have delivered a much finer level of detail, enabling the monitoring of fiber fibrillation. Second, the reliability of the equipment for online sampling and measurement has been greatly improved. The first online instruments were high-maintenance units, often requiring a few hours per day to keep them running smoothly. Modern online fiber sampling and measurement devices, however, have been designed to avoid the build-up of dirt, and an automatic cleaning cycle is incorporated to ensure that plugging does not occur. The only maintenance now required is a weekly or biweekly check-up and a maintenance service once or twice per year.
Refiner control
Before the fibers reach the paper machine, it is vital that refining generates enough fibrillation and fine material to create proper bonding surfaces between the fibers as they are dried in the process. Too much refining generates extra energy costs (electricity to refiners, drives and vacuum pumps) and slows down the production speed (lost profit). Too little refining generates lower strength paper that could lead to web breaks at the paper machine or the converting plant. The strength may need to be increased by other means such as using chemical additives or virgin kraft as a reinforcing pulp, which are more expensive than the cost of refining. Thus, the use of online freeness to control refining can lead to reductions in production costs, web breaks, culled paper and customer claims.
An example of such use can be found at a Chilean paper mill whose ultimate goal was to control the amount of refining of the incoming pulp to meet strength specifications. Located on the heavily forested Pacific cost near Concepción, FPC Papeles makes packaging grades of paper from a combination of post-consumer and pre-consumer recovered fiber acquired from 27 cities and five customers. They wanted to improve their ability to adapt their process for the variability of incoming fibers, to both stabilize product quality and reduce costs.
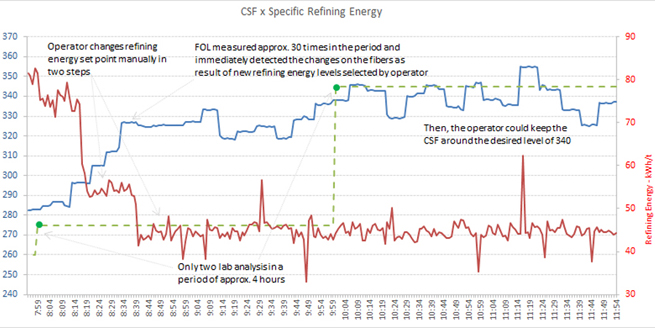 Freeness measurement (manual test in green, automatic test in blue) and Refining specific energy in red at FPC Papeles
Freeness measurement (manual test in green, automatic test in blue) and Refining specific energy in red at FPC Papeles
Before acquiring an online pulp freeness sensor, the operators responded to variations in incoming fiber quality by manually modifying the refining load based on lab measurements of pre- and post-refiner freeness taken every two hours. If the strength of the paper, measured once per reel (about every 45 minutes) was insufficient, the refining energy was increased. If that was not successful, other methods were tried, such as adding chemicals, using more pre-consumer double-lined kraft (DLK) or finally, downgrading it to a lower-strength product. Having previously upgraded their refiners to enable automatic modification of their disk gap based on fiber mass flow, FPC now needed a way to determine when to open and close the gaps to provide the required refining load, avoiding the delay between lab measurements of freeness. The long delay between lab freeness measurements was masking fiber variation, making it impossible to respond to changes in a timely fashion.
In early 2018, FPC Papeles installed an online freeness measurement system equipped with two sampling devices. This allowed them to measure freeness every 6 to 7 minutes at the output of the mill’s two refining circuits and more closely monitor the refining process. Following a two-month validation period, during which the online and lab readings were regularly compared and correlated, the operators placed their full trust in the new system and began to manually adjust the refiner load based on online freeness readings. In addition to better control, less variability and energy savings, the mill has seen increased production levels and reduced grade change time as a result of the online measurements. The next step would be to close the control loop to automatically run the refiners based on the online measurement via advanced process controls.
Eduardo Izquierdo, the technical director at FPC Papeles, said:
“We are delighted with the online freeness measurement and the support we have received from ABB and MX-Chile, an ABB distributor who helped with installation and support. We look forward to continuing to work with them to achieve higher levels of process stability, savings and final product quality.”
Fiber morphology and paper strength
Freeness is not an absolute measure of the pulp strength. A low freeness value can be produced not only from well-fibrillated fibers, but also from a high concentration of low surface area ray cells with poor bonding potential, or shorter fibers. Thus, the measurement of other fiber properties will help to characterize the pulp better. These include shive content, fiber length, fiber width and shape factor, all of which can be measured with an online instrument.
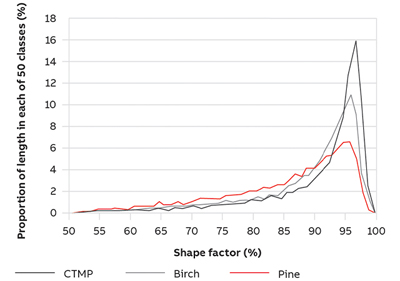 Shape factor of typical pulp fibers
Shape factor of typical pulp fibers
A high shape factor means straight fibers and is well correlated with tensile strength and tensile stiffness.
It is possible to create a virtual strength sensor by combining several fiber measurements from an online fiber sensor, in combination with other process measurements. This would provide a prediction of online paper strength every few minutes rather than once per reel. Using such a virtual strength sensor to control paper strength would bring additional value to closed-loop control of paper strength.
Better measurements stabilize consistency and quality
With the latest generation of online instruments, which can characterize the nature of the fibers being used much more thoroughly than manual testing, mills can benefit from the improved reliability and higher frequency. In the near future, the use of online and other virtual measurements for advanced process control strategies will allow mills that embrace new technology to leap ahead of their competition with more consistent quality and a stronger product that costs less to produce.
Source: ABB