The previous chapter highlighted the history and safety of paper machine ceramics. This chapter covers common ceramic failures and causes.
Crack Propagation
Crack propagation is when a fracture has occurred in a ceramic due to impact, stress, thermal stress, and thermal shock. The fracture could be undetectable for a period; however, through thermal cycling of the paper machine from start-up to shut down, the fracture continues to open until it cracks through and becomes visible or destructive to the paper machine clothing.
Stress Cracks, Thermal Stress Cracks, and Thermal Shock
Each type of crack associated with paper machine ceramic blades has a different underlying cause.
 Stress cracks are typically found in the machine direction and are caused from exceeding the bending limit on the ceramic segment. Mishandling during installation is most often the cause. In general, there is no great concern for full on failure of the blade with stress cracks. Think of a stress crack like additional joining elements.
Stress cracks are typically found in the machine direction and are caused from exceeding the bending limit on the ceramic segment. Mishandling during installation is most often the cause. In general, there is no great concern for full on failure of the blade with stress cracks. Think of a stress crack like additional joining elements.
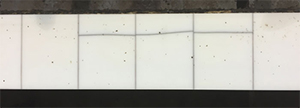 Thermal stress cracks are typically in the machine cross direction. These cracks occur when the end loading on adjoining segments exceeds the compression limit. Once the compression limit is reached, the segment pushes itself apart in the direction which is unrestrained and along the weakest point in the cross direction. Because the segments are adjoined, they are restrained on the ends. The leading and trailing edges are unrestrained and as such the segment fractures along this path. Blades with cross direction thermal stress cracks should be replaced especially if segment pieces begin to dislodge.
Thermal stress cracks are typically in the machine cross direction. These cracks occur when the end loading on adjoining segments exceeds the compression limit. Once the compression limit is reached, the segment pushes itself apart in the direction which is unrestrained and along the weakest point in the cross direction. Because the segments are adjoined, they are restrained on the ends. The leading and trailing edges are unrestrained and as such the segment fractures along this path. Blades with cross direction thermal stress cracks should be replaced especially if segment pieces begin to dislodge.
 Thermal shock is a destruction of the individual ceramic segments that make up the blade assembly. Thermal shock occurs when there’s a rapid change in temperature on and within the ceramic segment itself. This phenomenon happens through improper application of ceramic materials and improper operation of the paper machine. Frictional heat created by the moving fabric on poorly lubricated ceramics is the primary cause. Aluminum oxide fails in these extreme conditions because it possesses the lower thermal shock resistance. Silicon nitride and silicon carbide have a much higher thermal shock resistance value and are better suited to applications where high heat can be generated. Curved surfaces and high vacuum levels require more thermal shock resistant ceramic. Blades with thermal shock issues should be replaced.
Thermal shock is a destruction of the individual ceramic segments that make up the blade assembly. Thermal shock occurs when there’s a rapid change in temperature on and within the ceramic segment itself. This phenomenon happens through improper application of ceramic materials and improper operation of the paper machine. Frictional heat created by the moving fabric on poorly lubricated ceramics is the primary cause. Aluminum oxide fails in these extreme conditions because it possesses the lower thermal shock resistance. Silicon nitride and silicon carbide have a much higher thermal shock resistance value and are better suited to applications where high heat can be generated. Curved surfaces and high vacuum levels require more thermal shock resistant ceramic. Blades with thermal shock issues should be replaced.
Chips
Chips are cracks that have fully developed to expose a parcel of the ceramic segment and are no longer attached to the main element. There are two main types of chipping: impact and corner chip.
 Impact chipping is when something has come in contact with the segment to cause the exposed ends of the ceramic to break off. There are many sources for impact chipping, but most often it is carelessness around the ceramic, such as laying tools, rigging down, or walking haphazardly across the drainage structures without protection on the blades. Impact chips can show up immediately or it may take a bit of time for crack propagation to fully take place. Blades with impact chipping can often be honed in the field without needing immediate replacement.
Impact chipping is when something has come in contact with the segment to cause the exposed ends of the ceramic to break off. There are many sources for impact chipping, but most often it is carelessness around the ceramic, such as laying tools, rigging down, or walking haphazardly across the drainage structures without protection on the blades. Impact chips can show up immediately or it may take a bit of time for crack propagation to fully take place. Blades with impact chipping can often be honed in the field without needing immediate replacement.
 A corner chip occurs where two segments come together at a joint. The chip is usually seen on one side of adjoining segments, but it could appear on both sides. Often a corner chip is a result of blade handling. Bending or twisting of the blades causes a fracture where two ceramic segments adjoin when the bending or twisting load exceeds the fracture limit of the ceramic segment. Like impact chips, corner chips may not show themselves immediately because the fractures may not be complete until thermal cycling of the paper machine takes place. Blades with corner chips can often be honed in the field without needing immediate replacement.
A corner chip occurs where two segments come together at a joint. The chip is usually seen on one side of adjoining segments, but it could appear on both sides. Often a corner chip is a result of blade handling. Bending or twisting of the blades causes a fracture where two ceramic segments adjoin when the bending or twisting load exceeds the fracture limit of the ceramic segment. Like impact chips, corner chips may not show themselves immediately because the fractures may not be complete until thermal cycling of the paper machine takes place. Blades with corner chips can often be honed in the field without needing immediate replacement.
Piano Keying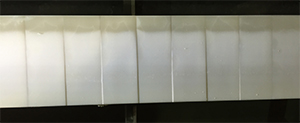 Piano keying is a failure of the chemical bond between the ceramic segment itself and the base material substrate (fiberglass in most cases). Piano keying is a serious issue that if left unchecked can result in ceramic segments dislodging completely from the base. This can cause catastrophic damage to machine clothing, other ceramics, rolls, and other equipment. Bond failure can be brought about in several ways including blade workmanship, improper prep of the bonding surfaces, and/or defective adhesive. Bond can also be compromised by overheating ceramic or if there is excessive force applied during installation. For example, using a mallet or dead weight on the end of the blade to pound it onto a tee bar. Blades displaying widespread piano keying should be replaced.
Piano keying is a failure of the chemical bond between the ceramic segment itself and the base material substrate (fiberglass in most cases). Piano keying is a serious issue that if left unchecked can result in ceramic segments dislodging completely from the base. This can cause catastrophic damage to machine clothing, other ceramics, rolls, and other equipment. Bond failure can be brought about in several ways including blade workmanship, improper prep of the bonding surfaces, and/or defective adhesive. Bond can also be compromised by overheating ceramic or if there is excessive force applied during installation. For example, using a mallet or dead weight on the end of the blade to pound it onto a tee bar. Blades displaying widespread piano keying should be replaced.
 Spalling
Spalling
Spalling is a condition where the surface of the ceramic breaks away in layers, leaving pockets. Spalling is often brought about by overheating ceramic. Spalling is most often a sign of thermal shock in nitride and carbide type ceramic blades. Blades with widespread spalling should be replaced.
Scoring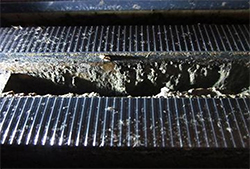 Scoring is a wear-related condition where distinct lines are visible on the wearing surface of the ceramic. Most often scoring will affect the entire cross direction length of the blade inside the fabric run. Scoring can be brought about by improper fabric cleaning or a chemical upset in the paper making process. Scoring happens when debris or fillers adhere to the forming fabric; thus, the fabric becomes a sanding belt. After scoring has occurred to the ceramic, overall fabric life will be decreased because the finish has been compromised. Scoring typically affects blades on the dryer positions of the forming section. Whole groups of blades need to be replaced when scoring occurs.
Scoring is a wear-related condition where distinct lines are visible on the wearing surface of the ceramic. Most often scoring will affect the entire cross direction length of the blade inside the fabric run. Scoring can be brought about by improper fabric cleaning or a chemical upset in the paper making process. Scoring happens when debris or fillers adhere to the forming fabric; thus, the fabric becomes a sanding belt. After scoring has occurred to the ceramic, overall fabric life will be decreased because the finish has been compromised. Scoring typically affects blades on the dryer positions of the forming section. Whole groups of blades need to be replaced when scoring occurs.
Erosion or orange peel  Erosion or orange peel is a surface condition of ceramic where the fine grain particles of ceramic which make up the segment are gradually worn away leaving micro pockets in their absence. The fillers age and usage are the general cause. Overall, surface finish will become very poor and clothing life may be compromised. Blades displaying poor surface finish should be replaced.
Erosion or orange peel is a surface condition of ceramic where the fine grain particles of ceramic which make up the segment are gradually worn away leaving micro pockets in their absence. The fillers age and usage are the general cause. Overall, surface finish will become very poor and clothing life may be compromised. Blades displaying poor surface finish should be replaced.
Deckle Edge Wear Deckle edge wear is when the area just inside the deckle on a vacuum unit wears at an accelerated rate from the rest of the ceramic of that same blade. If left unchecked the deckle edge can wear down to the base substrate material (fiberglass) and can cause clothing edge wear issues. Deckle edge wear can be caused by an overly dry edge or poor edge cleaning of the forming fabric. Blades with deckle edge wear will need to be replaced even if the rest of the blade within the sheet web is still looking new. Counter measures of installing lubrication showers and lubrication deckles should be employed to avoid a continued issue with deckle edge wear.
Deckle edge wear is when the area just inside the deckle on a vacuum unit wears at an accelerated rate from the rest of the ceramic of that same blade. If left unchecked the deckle edge can wear down to the base substrate material (fiberglass) and can cause clothing edge wear issues. Deckle edge wear can be caused by an overly dry edge or poor edge cleaning of the forming fabric. Blades with deckle edge wear will need to be replaced even if the rest of the blade within the sheet web is still looking new. Counter measures of installing lubrication showers and lubrication deckles should be employed to avoid a continued issue with deckle edge wear.
Sharpness and Saw Toothing Sharpness and saw toothing are both wear-related issues most evident on the leading edge of blades that have a doctoring or skiving angle. Sharpness can occur on the trailing edge of blades but is usually less serious because most blades have a departure angle that is usually 90° or more. Saw toothing is when the sharpness becomes extreme enough that the edge becomes thinner and begins to break away. In the case of either condition, field service can usually hone the affected blades, but if wear is too extreme then replacement should be considered.
Sharpness and saw toothing are both wear-related issues most evident on the leading edge of blades that have a doctoring or skiving angle. Sharpness can occur on the trailing edge of blades but is usually less serious because most blades have a departure angle that is usually 90° or more. Saw toothing is when the sharpness becomes extreme enough that the edge becomes thinner and begins to break away. In the case of either condition, field service can usually hone the affected blades, but if wear is too extreme then replacement should be considered.
Base Substrate Material Deterioration As mentioned in chapter one, during blade construction most suppliers of ceramic dewatering elements use commonly available base substrate materials. This base material is known as fiberglass pultruded resin (FRP). As this base material ages, and goes through repeated thermal cycling, and exposure to the harsh chemicals in papermaking, the integrity of the FRP can become compromised. Other factors such as impact, and improper handling can cause issues to crop up. Typical issues might be cracked tee slots, damaged pull holes, or erosion of the material from water/fiber impact. During normal blade inspections the base of all blades should be looked at, and if significant issues are found, the blades should be replaced.
As mentioned in chapter one, during blade construction most suppliers of ceramic dewatering elements use commonly available base substrate materials. This base material is known as fiberglass pultruded resin (FRP). As this base material ages, and goes through repeated thermal cycling, and exposure to the harsh chemicals in papermaking, the integrity of the FRP can become compromised. Other factors such as impact, and improper handling can cause issues to crop up. Typical issues might be cracked tee slots, damaged pull holes, or erosion of the material from water/fiber impact. During normal blade inspections the base of all blades should be looked at, and if significant issues are found, the blades should be replaced.
Debris Build Up Debris that builds up with discoloration on the surface of ceramic blades can be a sign of other paper machine issues. If you see build up, there is usually an issue with how the blade is sitting on the tee bar or on another mounting device attached to the structure, or the issue could be the structure itself. Check the tee bars for cracking especially if they are made from FRP. Blades that are building up with debris are usually not fully in contact with the forming fabric, and as such would contribute to CD moisture and weight profile issues of the finished paper.
Debris that builds up with discoloration on the surface of ceramic blades can be a sign of other paper machine issues. If you see build up, there is usually an issue with how the blade is sitting on the tee bar or on another mounting device attached to the structure, or the issue could be the structure itself. Check the tee bars for cracking especially if they are made from FRP. Blades that are building up with debris are usually not fully in contact with the forming fabric, and as such would contribute to CD moisture and weight profile issues of the finished paper.
Slot Plugging Slot plugging is more of a process issue than a ceramic issue, but it signifies a drainage issue that can create future problems with the ceramic. Slot plugging is an indicator of the lack of drainage or vacuum capacity. Without sufficient drainage, ceramics are likely to be improperly lubricated causing heat build-up, which leads to thermal cracks or thermal shock.
Slot plugging is more of a process issue than a ceramic issue, but it signifies a drainage issue that can create future problems with the ceramic. Slot plugging is an indicator of the lack of drainage or vacuum capacity. Without sufficient drainage, ceramics are likely to be improperly lubricated causing heat build-up, which leads to thermal cracks or thermal shock.
Deckle Issues Deckles on low and high vacuum drainage units are often overlooked. Inspections of these structures should verify that all deckles are present between the ceramic blades and there is not significant damage or wear to the deckles. Deckles used near steam hoods should be made from high temperature polyethylene to ensure they do not warp or melt. Inbound deckle edge should not be sharp which can cause fabric damage.
Deckles on low and high vacuum drainage units are often overlooked. Inspections of these structures should verify that all deckles are present between the ceramic blades and there is not significant damage or wear to the deckles. Deckles used near steam hoods should be made from high temperature polyethylene to ensure they do not warp or melt. Inbound deckle edge should not be sharp which can cause fabric damage.
Tee Bars and Other Blade Mounts  Checking tee bars and other blade mounting methods is another overlooked area until an issue arises. It is good practice to look over all mounting to make sure nothing is broken or loose. Typically, tee bars are made from stainless steel; however, there are several machines and machine builders still using FRP for tee bars. FRP tee bars are inexpensive to install, but their usage comes with a long-term cost because they will break leading to a costly crash.
Checking tee bars and other blade mounting methods is another overlooked area until an issue arises. It is good practice to look over all mounting to make sure nothing is broken or loose. Typically, tee bars are made from stainless steel; however, there are several machines and machine builders still using FRP for tee bars. FRP tee bars are inexpensive to install, but their usage comes with a long-term cost because they will break leading to a costly crash.
About the Author:

Jim White
Product Line Manager - Forming & Wear Surfaces
Kadant
About Kadant
Kadant is global leader in fiber processing; fluid handling; doctoring, cleaning, and filtration; wood processing systems; and bulk material handling, we design and manufacture products used in industries ranging from paper to plastics and textiles to tires. www.kadant.com
![]()